57.50 $
173 in stock
Additional information
| Brand Name | TONIFISHI |
|---|---|
| Origin | Mainland China |
| Certification | NONE |
Description
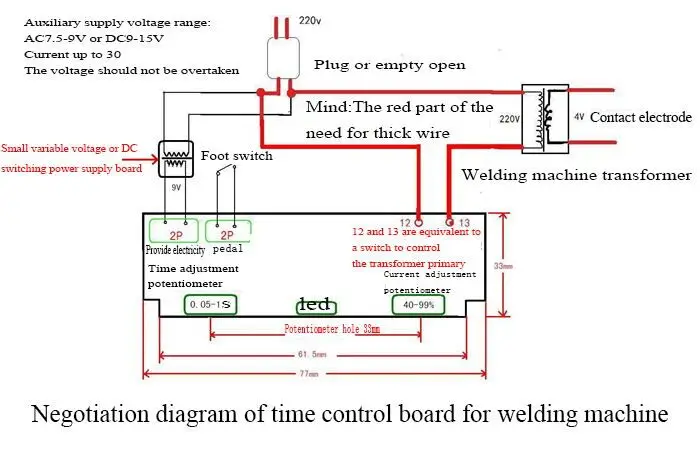
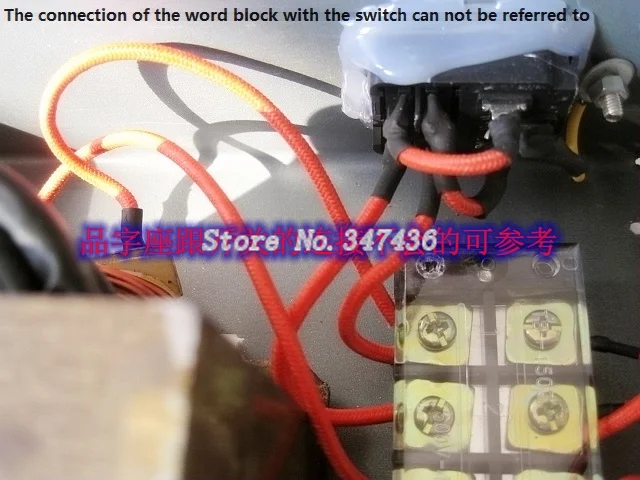
Purchase control panel, send matching dial set, wiring terminal 2!
Control panel features
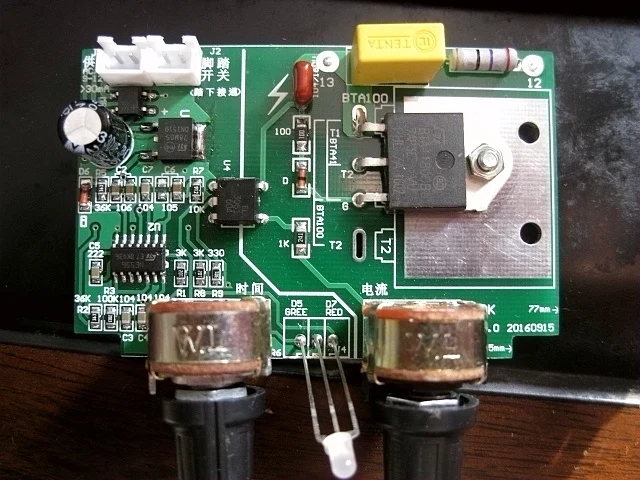
1, size 77mm x 50mm, large board, compatible with 41A and 100A SCR
2, can adjust the spot welding time and spot welding current, range 0.02-1s, current 40-100, positive left button adjust time, right knob adjust current. For safety reasons, adjust the current knob for customization
Plastic handle potentiometer
This potentiometer, torque.
3, the foot switch wiring is isolated from the city electricity, even if the touch is safe
4, foot switch down, no matter how long the time can only spot welding once, the second spot welding needs to loosen, re treads
5, to increase the anti shake circuit, to prevent the foot switch down when the switch contact jitter caused by mistake spot welding
6,
control board will be replaced with a bright LED indicator, turn on the red light, and when the light is green, this is normal
Please buyers know
7, our main components are imported components, not cheap domestic components, to ensure that the performance of the board more stable
8, our company uses large core components, not cheap, small core.
9, the board is too large, tin processing at the current, to ensure output
10, made into spot welder after use, does not affect the home, city electricity.
The thyristor on the control board is 41A, and can only be used in a single microwave transformer. The double transformer will cause excessive flow damage. The primary full load current shall be below 20A, and the maximum shall not exceed 25A.
Want to use dual transformers, the primary current is greater, the use of 100A SCR control panel. It is suggested that the maximum primary current should not exceed 40
A.
For what is the maximum pass current, the specific reasons are explained later!
Although many friends make it easy, I can't guarantee success for everyone. DIY failure is normal. I will send the board before transformer field testing, and strive to improve the success rate of making friends, but can not guarantee that every friend connected with the control panel are normal, can not guarantee the ideal spot welding production. Buy a board to be able to accept the failure of the ideological preparation, do not accept, say, just a few points on the test board is broken, and require return, after all, the board price is very low, and the courier fee is not low. Board is sold without warranty.
Time relay and AC contactor scheme has the following obvious shortcomings: one is the wiring, wiring complex, the forum there are many advisory connection message; two is the time relay and AC contactor high price, lead to cost more; three is large, is not conducive to miniaturization; four is a big noise, pull the sound relay pops the big night is more obvious.
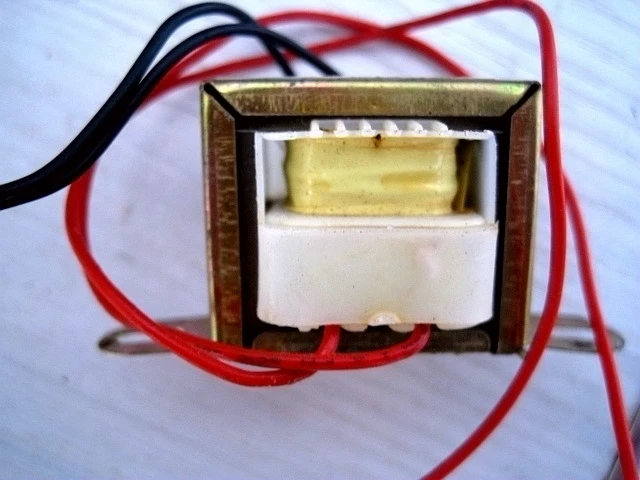
The board requires 9V transformer power supply shop need another photo, a few friends with their 12V powered unstable imagination! Therefore, the shopkeeper strongly recommended that all friends use the purchase of the 9V transformer. We are not responsible for any problems with the use of other power supplies. The transformer is not necessarily different from the batch as shown
Nameplate
Mind who do not shoot
In the use of two-way thyristor, in addition to ordinary SCR should pay attention to the problem, but also need to pay attention to the following points. for electronic enthusiasts to read for reference
1, the bidirectional thyristor is usually rated voltage, conduction current, trigger current, leakage current and voltage drop parameters, of which the first two in the application of the most important. For example, the control of lighting, lighting is not bright because the filament resistance is very small, light moment, impulse current to want 10, 20 times bigger than the current normal working hours, there is sufficient margin once chosen without pipe parameters, it is possible to make the big current impact and damage.
2. The average current given by the common thyristor in the parameter list or certificate is the average value, while the rated current given by the bidirectional thyristor is the effective value. Therefore, in the use of two-way thyristor instead of two parallel reverse common SCR, must be converted to select qualified components. The formula for conversion is IT=0.45IKs. Type: IT – ordinary SCR rated current safety; IKS – triac, rated current < <. For example, a bidirectional thyristor with an rated current of 500 is used as a bidirectional switch, which is equivalent to two ordinary silicon controlled rectifier with the number of current rating values,
IT=0.45×500 ANN =225 ANN
From an ordinary thyristor parameter series, the approximate value is 200, ann. Therefore, when the rated current is 500, the bidirectional thyristor can replace the ordinary silicon controlled rectifier with the current rating of 200 when used as an AC two-way switch.
3, the actual use, in the choice of triac triggering circuit, on the one hand should try to use more easily trigger the trigger trigger signal, on the other hand should trigger the signal voltage and current as high as possible and larger The The trigger current should normally be about twice as large as the Ic value found in the manual.
4, select the two-way thyristor, should choose the rated current value is greater than the load current RMS triac. For capacitive loads should also pay attention to over current protection.
5, for inductive load, it should be noted that the voltage rise rate is less than the du value given in the manual, otherwise there will be out of control phenomenon. To solve this problem, the RC electrode can be parallel in the RC circuit, the value of resistance R can be selected in about 100 ohms, the capacity of the capacitor C can be used for about 0.1 emblem.
6, pay attention to heat problems. Two-way thyristor and ordinary transistors, like a great impact on the temperature, the temperature is too high will be prone to malfunction, or even burn the device. Installation should be installed enough large radiator; in practical application to pay attention to the problem.
7, when the maintenance of electrical appliances need to buy a new two-way thyristor to replace has been damaged, in advance should be based on the power of the load to verify the original tube pressure and rated conduction current, and determine the polarity of the new device electrode Consistent with the original.
Do a friend of the welder Please read the following carefully!
Spot welding principle
AC spot welding machine is the use of transformers will 220V industrial spot welding machine generally use 380V AC conversion to a lower voltage, lead through the electrode lead to the spot welding electrode, the use of electrode short circuit electrode contacts and weldment is very low Of the contact resistance, tentatively called the short circuit generated by the moment of high current ablation welds to produce nuggets to achieve the purpose of welding. Spot welding when the high current is the key to spot welding, the production of spot welding should be able to produce large current as the main line, followed by the majority of users feel trouble the length of the spot welding control.
1. Transformer selection is critical.
Spot welding is a large current welding, welding power consumption is also great, spot welding battery thin nickel belt when the power is 2KW, which requires a large output power transformer, with a small transformer is difficult to succeed. Integrated transformer size, restructuring costs and restructuring workload considerations, the proposed use of microwave transformers, it is sufficient to meet the occasional spot welding in the day.
2. Select the appropriate time and switch control mode.
Industrial use of the spot welding machine is almost without exception, the use of control thyristor conduction angle and conduction time to control the spot welding current strength and time, and can be precisely controlled to a single pulse, online DIY spot welding machine Most of the time is to use the relay to control the way the AC contactor, this approach too many shortcomings, do not recommend the use of this approach, the proposed use of thyristor.
3. Correctly know the spot welding current and time.
Spot welding when the solder joint temperature is high, will cause the solder near the metal oxidation, thus affecting the solder joint strength and material properties, the longer the spot welding the more serious oxidation, so the appropriate welding method is as short as possible under short current time, Spot welding time is generally not more than 0.5 seconds. Industrial spot welding machine current output capacity is very large, so according to different thickness of the welding consumables to choose the appropriate current to prevent the solder paste, splash. Microwave oven transformer to change the spot welding current output capacity is generally limited, the general function of the current should be set in the maximum current, to explore the maximum current under the shortest welding time; transformer secondary and welding line thick, then the secondary current Relatively large, then the current should be transferred to the spot when the spot welding is not obvious discoloration as well. Some users due to the selection of the transformer is not appropriate or secondary line smaller lead output current is small, spot welding difficult to extend the spot welding time to make up, I do not advocate this, or should work hard from the transformer.
4. The relationship between spot welding voltage and spot welding effect.
Spot welding is a high current melting, is the current impact of spot welding effect, as long as the spot welding current is enough on the line, and spot welding voltage is not directly related, but the spot welding secondary circuit resistance but affect the maximum spot welding current. The resistance in the spot welding circuit has the contact resistance of the contact part, the spot welding electrode, the welding lead wire and the secondary winding resistance. If the total resistance in the spot welding circuit is large, it is necessary to achieve the ideal spot welding current Level voltage, but the increase in the loss of the circuit, the performance of the heat from the obvious, the efficiency is reduced; if the circuit resistance is smaller on the secondary can use a lower voltage, so the heat is not obvious, high efficiency, so large-scale industry Spot welding of the secondary cross-sectional area is very large, very thick electrode lead, secondary voltage is relatively low, and some only 2V. Most of the enthusiasts in the DIY spot welding when the secondary found around 4 laps voltage slightly lower than 4V when the spot welding effect is not ideal, increase the lap to increase the voltage after the spot welding effect will be good, and mistakenly think that the secondary voltage Good, in fact, his transformer secondary line cross-sectional area is not enough or the electrode lead wire is too small reason, the ideal spot welding machine is the secondary voltage can be produced at a lower voltage enough to increase the secondary voltage will bring To the welding line and secondary serious fever of the shortcomings.
5. Have a psychological preparation for welding heat.
Spot welding when the energy is very high, the solder joint temperature is very high, welding electrode and welding fixture is copper, heat quickly, continuous spot welding welding parts of the heat is very obvious, and even hot, high current welding Lead and secondary coil heating is also very obvious, the transformer is in the overload state, the primary coil and the core heat is also fast, so a single microwave oven to do a small spot welding machine is not qualified for a long time continuous spot welding, which heat The most obvious is the welding site, will be hot to hold you forcing you to stop. Because the welding parts will be hot to the first can not be used, so the internal parts of the spot welding machine do not need to force the heat; spot welding control panel on the SCR light the most light, so I designed the control panel SCR does not add heat sink.
If you want a long time continuous spot welding, you must consider the heat of the components forced cooling, welding parts of the general water cooling, welding lead cross-sectional area to be large, but also need to pass through the water, the control panel SCR Switch to a larger current module and reliable cooling, the main transformer have to heat, of course, a microwave transformer can not be competent, so down trouble is not small, the cost is not low, which is the industrial high point welding machine high price reasons.
6. Spot welding electrode on the spot welding effect of a great impact.
Electrode is an important part of the welding circuit, it conveys the welding area to the current and pressure, to distort the surface of the weldment and welding part of the heat, and the workpiece positioning, clamping in place, the working end and adjacent areas will bear Large current density, compressive stress and temperature gradient, working conditions are very harsh. Electrode selection is often not the attention of enthusiasts, practice has proved that ordinary materials in the copper pure copper can barely use, brass, aluminum can not be used, often used, or buy a special welding electrode, spot welding stainless steel You can use chrome zirconium copper, spot welding nickel plate is best to use alumina copper, spot welding pieces need tungsten molybdenum electrode. Specific options can Baidu look, the Internet has a more detailed description.
7. Welding electrode pressure affect the spot welding effect.
Spot welding to the need to apply the appropriate pressure welding, reducing the tip of the electrode and the weldment, welding between the contact resistance, increase the welding current, improve the welding effect. The pressure is too small will produce splash, burn thin welding consumables, solder joints difficult to form an effective nugget; pressure caused by the joints at the junction and accelerated welding ablation. Industrial spot welding is the use of pneumatic pressure, the pressure size is better control, personal use is a manual use of the feeling, to spot welding less splash, solder joints are not recessed for the ideal state, need to hands-on experience.




















































Więcej podobnych produktów od innych sprzedawców
-

Wholesale Price Scrubs Set for Women Pet Hospital Uniform Set Scrub Suits Solid Color Unisex Surgical Gown Pocket V-neck Suits
61.89 $ Add to cart -
Sale!

Flat Soapstone Holders With 10 Pcs Refills Soapstone For Welding Tools And Welders Markers Removable Markings On Steel
QUALITY: Soapstone is made of nature stone and the holders are made only with quality aluminum for good durability, reliable to apply for multiple times, you can replace the refills repeatedly so long as the holders are intact.CONVENIENT AND SIMPLE TO USE: Our soapstone holder features a pen shape for easy carrying and storage, the textured tightening collar ensures a secure grip when making markings, also easy to apply even with the use of gloves.EASY TO REPLACE: The soapstone refills are easy to be put into the holders, and the tightened end collar always hold [...]
57.85 $ Add to cart -
Sale!

Professional Weld Torch Holder Magnet for Tig Torches Magnetic TIG Welding Torch Stand Holder Support Stand Holder
Features: High Stable Magnetic Base --- Special round magnet base allow for quick and easy placement and repositioning. With strong magnetic holding force, keep your torch stably fixed, prevents slippage of stand as it can be attached to any steel surface.Erognomic Welding Torch Holder --- TIG holder is designed to hold welding torch, prevent damage to tungsten tip and ceramic nozzle, and helps keep torch away from table clutter.Wide Compatible --- Universal Design Fit For Full TIG, MIG, MAG, and Plasma. 5 convenient access points, work upside down. the magnet was fixed firmly in the base.Securely & [...]
44.81 $ Add to cart -
Sale!

Plastic Welding Rods, 7 Types ABS PP PU PE PA PC TPO 13 Inch Plastic Welder Rod For Car Bumper Kayak
body { font-size: 75; color: #000; font-family: Open line-height: 1.3; } dl { margin: 0px; width: 480px; float: left; } dt { width: 100px; height: 15px; float: left; } dd { width: 240px; height: 15px; float: left; } dl dt { margin: 0px; line-height: 22px; color: #474747; font-size: 14px; font-family: tahoma; } #product-desc { width: 100; height: 209px; } #description { width: 100; height: 50; [...]
54.39 $ Add to cart -
Sale!

3D Printer Filament Welder 1.75mm Filament Welder Filament Welder Connector Good Match for PLA
Filament Welder Filament Welder Connector Good Match for PLA Feature: 1. No More Waste: The 3D printer welder connector can connect disconnected and excess filament material to continue printing. 2. Good Printing: The same filament of different colours can be connected to print out multi level models, very reliable. 3. Wide Matching: Suits for most 1.75mm filaments, such as PLA, ABS, PETG, PC, PP, PVB, HIPS and so on, high in efficiency. 4. Fine Material: Adopting premium aluminium alloy material with a sturdy structure, not easy to deform and also very durable. 5. Easy to Install: Comes with [...]
51.98 $ Add to cart -
Sale!

Welding Magnet Head Magnetic Welding Fix Ground Clamp Strong Magnetic Welding Support For Electric Welding Ground
Features: x brand new and high quality x Set the grounding clamp to complete the welding operation anywhere in a few seconds. x Equipment to speed up grounding work. x With copper tail with good welding stability. x With strong magnetism, large suction. Single absorbable weight 3KG. Specification: x Type: welding headwithout wire tail/with wire tail x Material: iron/ copper / insulation board x Disk diameter: 36 mm x Size:As picture show x Applicable Scope: mechanical repair Package Contents:1 x Welding Supportwithout wire tail/with wire tail Note: 1. The real color of the [...]
51.58 $ Add to cart -
Sale!

Steel TIG Torch Holder Welding Torch Holder Magnet for Tig Torches Magnetic TIG MIG MAG Welding Torch Stand Holder Support
Universal Strong Magnetic Grip Welding Torch Stand for TIG MIG MAG Stable Anti-Slip Holder Durable Cutting Support Rack Tool Accessory Feature: High-stability magnetic base-special round magnet base, which is convenient for quick placement and repositioning. With strong magnetic grip, the flashlight can be kept stable and fixed, and the bracket can be prevented from sliding because it can be connected to any steel surface. Cavitation welding torch holder-TIG welding torch holder is designed to fix welding torch, prevent damage to tungsten head and ceramic nozzle, and help keep welding torch away from sundries [...]
43.64 $ Add to cart -
Sale!

41Pcs TIG Welding Torch Stubby Gas Lens Glass Cup Kit Durable Practical Welding Accessories Easy Use For WP-17/18/26
New Welding Magnets Head Magnetic Ground Clamp Welding Support Accessories Welding Tool High Strength US $13.05 3Pcs/lot Tig Welding Long/Medium/Short Back Cap 57Y02 57Y03 57Y04 For Tig Welding Torches WP-17/18/26 Series US $3.35 8Pcs/Set TIG Welding Torch Gas Lens Pyrex Cup Kit Durable Welding Accessories 2.4mm For WP-9/20/25 3/32 Series US $6.21 40Pcs TIG Welding Torch Collet Gas Lens Pyrex Glass Cup Kit for WP-9/20/25 TIG Welding Torch For Welders US $32.38 DIY Spot Welding Machine Accessories Copper Handheld Spot Welding Pen Hole Terminal Connector/Electric Welding Pen For Choosing US $18.30 - 27.88 100A Digital Spot Welder Machine Time Control [...]
87.10 $ Add to cart -
Sale!

1 Set Portable Small Gas Soldering Iron Household Welding Repair Tool Pen-shaped Gas Soldering Iron Repair Soldering Iron Tools
Product description:Gas is not included. You need to buy gas locally and fill it into the soldering iron.This project is not self igniting, so you need to use your own ignition source to start it.Replace the soldering head after cooling or in advance.Do not touch the soldering iron head under high temperature.Store it after cooling, and do not put it under high temperature or direct sunlight. Put it in a proper place to avoid children or falls.As the gas is impure, it is necessary to clean the nozzle frequently.Product plastic+metalColor: red, yellowFilling capacity: 8mlFuel: pure butane gasFlame temperature: 1300 [...]
51.26 $ Add to cart -
Sale!

13 Pcs Set Of Gas Soldering Iron Tool Accessories With Box Butane Gas Cordless Electronic Welding Torch Pen Tool Accessory Kit
Features: - 100 brand new and high quality- Made of high-quality materials, durable- Multi-function: suitable for electronics, gold and silver jewelry or computer motherboard circuit boards, etc.- Features: Pen-shaped soldering iron tool.- Easy to refill: Refill is very simple thanks to its specially designed make-up gas on top of this project.- Welding: The maximum flame temperature can reach 1300°, which can be used for soldering and soldering.- Portable: Small size, compact design, easy to carry and store.- Welding: The maximum flame temperature can reach 1300°, which can be used for soldering and soldering.- Portable: Small size, compact design, easy to [...]
60.55 $ Add to cart -
Sale!

Kick Side Stand Kickstand Sidestand for YAMAHA YZ450F YZ250F YZ 250F 450F YZF 250 450 YZF250 YZF450 2014-2022 2021 2020 2019
Features -Made from 1.5cm or 2/3 inch thickened billet aluminum with unquestioned quality, lightweight and durable. Provides you nothing less than dynamic and exciting riding experience. -Processed by anodic oxidation, which translates to smooth and rust-resistant surface for enhanced visual impact. Available in black and blue, complement the custom look of Yamaha -Machined by cutting-edge CNC technology, accuracy of each cutting part can be ensured for easy installation. -Minimalism design, install right into the existing mounting locations and folds up underneath side panel when not in use Established in 2010, NiceCNC is a world's leading brand focused on a huge [...]
280.05 $ Add to cart -
Sale!

Fit For SUZUKI DL650 V-strom DL 650 Vstrom DL650XT 2011-2019 Motorcycle Center Central Parking Stand Bracket Firm Holder Support
Fit For SUZUKI DL650 V-strom DL 650 Vstrom DL650XT 2011-2019 Motorcycle Center Central Parking Stand Bracket Firm Holder Support Specifications: Condition: 100 brand new aftermarket Material: Steel Color: Black Surface treatment: high temperature spray Production process: bending and welding Installation location: see installation picture Package includes: 1 set. come with mounting hardware Fitment: Fit For SUZUKI V-STROM DL650 2011 2012 2013 2014 2015 2016 2017 2018 2019 Fit For SUZUKI V-STROM DL650XT 2011 2012 2013 2014 2015 2016 2017 2018 2019 Features: 1. Easy parking and firm stand of the bike. 2. Greatly eases basic chain maintenance, tire changes and [...]
184.64 $ Add to cart
Najnowsze produkty
-
Sale!

Funny Mini Chicken Helmet Pet Hard Hat Dollhouse Mini Helmet Toy Hat Headgear Pet Chicken Helmet Bird Head Helmet Pet Supplies
Description: Feature: 1.Prevent the chicken from smash and protect the chickens head. 2.The size of the helmet can be adjusted to suit different sizes of poultry and there is enough room for expansion so that it does not hurt your poultry when worn. 3.Bright colors and interesting patterns, making the dresses attractive. 4.Made of plastics, elastic band, the helmet is safe and comfortable. 5.Suitable for chicken, duck and other poultry. Specifications: Product name: pet chicken helmet Product weight: 8 grams Product size: 4 x 4.5cm Product function: prevent chickens from [...]
41.33 $ Add to cart -
Sale!

10pcs Pedicure Tool Straightening Clip Toenail Protector Elastic Patch Foot Care
U.S. buyer attention: The areas where the US warehouse does not deliver goods are: Hawaii, Alaska, Puerto Rico, Guam and other US overseas territories. And the military address. Spanish buyers attention: if your address includes following postal code please do not choose the Spanish warehouse. The zip code starts with 51/52/07/35/38/28. Overseas warehouse cannot be delivered. 10pcs Practical Home Ingrown Nails Elastic Patch Straightening Clip Toenail Correction Pad Invisible Nail Support Toenail Protector Feature: C-groove nail pad, made of the latest medical material. Nails straightening [...]
40.44 $ Add to cart -
Sale!

Bunionss Relief Patch 8pcs/box Protectors Pads For Foot Toe Relief Toe Swelling Sticker Callus Pads Reducing Rubbing Cushions
Bullet Stress】Healthy bunions sticker can help relieve the fatigue of overused feet or feet toes, reduce injury, and is a good helper to relax the to Carry】Because of the small size of the bunions sticker, you can take it with you on business trips and travel, in case you need it when you go and anti bunions patch is cleaner and hygienic to use. They use a soft, skin-protecting surface that is comfortable and skin-friendly, with no feeling when To Any Position】This bundles relief patch is suitable for any foot-toe joint shape and any position, [...]
40.64 $ Add to cart -
Sale!

20pcs Nail Treatment Patch Waterproof Painless Remove Paronychia Sticker Self-adhesive Reduce Pain Relieve Ingrown for Foot Care
U.S. buyer attention: The areas where the US warehouse does not deliver goods are: Hawaii, Alaska, Puerto Rico, Guam and other US overseas territories. And the Special address. Spanish buyers attention: if your address includes following postal code please do not choose the Spanish warehouse. The zip code starts with 35/38. Overseas warehouse cannot be delivered. 20pcs Nail Repair Patch Waterproof Remove Paronychia Sticker Breathable Self-adhesive Reduce Pain Relieve Ingrown for Foot Care Features: 1.Waterproof: Breathable, can be worn normally.Repair damaged nails; Relieve pain and [...]
40.96 $ Add to cart -
Sale!

1 Pair Silicone Handles Anti-scalding And Non-slip Pan Handle Covers Pot Ear Clip Insulation Glove Clips Kitchen Accessories
1 Pair Silicone Handles Anti-scalding And Non-slip Pan Handle Covers Pot Ear Clip Insulation Glove Clips Kitchen Accessories Description: Item name: Soft plastic anti-scald handle gloves Pattern: Heart Color: Red, Light Grey, Black, Blue Size: 7.5cm x 2cm Specifications: High Heat Resistance: The cast iron handle cover is made of silicone material with good heat insulation and flexibility. Silicone pot holders are perfect for any copper and cast iron skillet. Suitable Size: Silicone pot handle holder is about 7.5 x 2cm(3 x 0.8inch), the silicone handle is suitable for most cookware handles. PROTECT YOUR [...]
40.50 $ Add to cart -
Sale!

Coffee Bean Grinder Spoon Stylish No Harm To Equipment Durable Abrasion Resistance Dense Bristles Cleaning Brush Grinder Brush
Coffee Bean Grinder Spoon Stylish No Harm To Equipment Durable Abrasion Resistance Dense Bristles Cleaning Brush Grinder Brush Description: Material: plastic Style: modern minimalist Function: clean dust Specifications: 1. Thick bristles, new materials, anti-wear, no hair loss 2. No damage to the appliance, strong decontamination, not easy to loosen, durable 3. Ergonomic design, feel comfortable and more labor-saving 4. A clean brush with simple and rich design sense, retro popular collocation, comfortable texture, fashionable appearance, multi-use of one thing, to meet daily needs 5. Multi-color optional, add some color to the plain life 6. hook design, convenient storage drain, natural [...]
40.40 $ Add to cart -
Sale!

Silicone Jar Spatula Cake Cream Stirring Spatula With Bamboo Handle HouseholdKitchen Bakeware Utensil Nonstick Cookware Spatula
Bullet Points: Silicone Material: Made of food grade silicone, this spatula is cold and high-temperature resistant, no deformation, no cracking, soft and elastic. It is safe and environmental friendly, and has a long service life. High Heat Resistant: This small silicone spatula can withstand temperatures up to 230 degrees Celsius, so it will not melt on the pot when you cook. It is also safe for non-stick cookware, as it will not scratch or damage the surface. Comfortable and Sturdy : This small silicone spatula has a wood grip that provides a comfortable and strong hold. The wood handle [...]
42.70 $ Add to cart -
Sale!

Grinder Brush Comfortable Texture Not Shedding Hair Abrasion Resistance Durable No Harm To Equipment Cleaning Brush Stylish
Grinder Brush Comfortable Texture Not Shedding Hair Abrasion Resistance Durable No Harm To Equipment Cleaning Brush Stylish Description: Material: plastic Style: modern minimalist Function: clean dust Specifications: 1. Thick bristles, new materials, anti-wear, no hair loss 2. No damage to the appliance, strong decontamination, not easy to loosen, durable 3. Ergonomic design, feel comfortable and more labor-saving 4. A clean brush with simple and rich design sense, retro popular collocation, comfortable texture, fashionable appearance, multi-use of one thing, to meet daily needs 5. Multi-color optional, add some color to the plain life 6. hook design, convenient storage drain, natural ventilation, [...]
40.63 $ Add to cart -
Sale!

Multifunction Creative Green Food Tray Parrot Bathtub Animal Cage Standing Bird Toys Bird Utensils Bath Tub
Multifunction Creative Green Food Tray Parrot Bathtub Animal Cage Standing Bird Toys Bird Utensils Bath Tub Bullet Points: 1、Sturdy and Leakproof: Crafted from superior ABS material, the parakeet bird bath is sturdy and leakproof. These tubs are durable and very easy to clean and maintain.2、Easy Installation: This bird tub has two sturdy slots for easy installation in any cage for stability and wont fall. Anti-slip design at the bottom, so your pet bird can stand on it safely.3、Small & Versatile: 12.5x7.5x3.5cm, the Parrot Bathtub is specially designed for small birds. Suitable for small parrots, canaries, budgerigars, lovebirds, and more.4、Hygienic [...]
40.19 $ Add to cart -
Sale!
2/4/6PCS Antistress Decompression Toys Nostalgia Light Press Small Jumping Frog Cartoon Creative Bouncing Frog Novelty Toy
2/4/6PCS Antistress Decompression Toys Nostalgia Light Press Small Jumping Frog Cartoon Creative Bouncing Frog Novelty Toy Description: --Name: Bouncing Frog --Size: 4.5 x 4.5cm --Weight: about 1.6g/pc --Color: Random mixed --Quantity: 50pcs/20pcs/10pcs Specifications: Light and Compact Light, compact and fun Portable and easy to carry One is only 1.6G, which is convenient to carry Decompression toys Desktop knickknacks Childrens toys Small frogs of different colors can attract childrens interests Jumping frog Press the back to make the frog jump Package [...]
40.38 $ Add to cart -
Sale!

Faucet Nozzle Adapter Extenders 360 Swivel Mode Saving Water Bubbler High Pressure Faucet Filters Household Kitchen Products
Description: Save energy: Water saving 30~70 compared with standard bubbler Increase the water pressure: Prevent water flowed, and the air is mixed with water is good,the water feels soft,enhanced water momentum,cleaning more convenient. 360°rotation: Water can easily covers the whole sink,never worry about clean the sink in cold winter. Humanized design, easy to install Health, easy to clean: Water bubbler contains filter, can be at ease use. Specifications: Item type: Extender tap Material: ABS Color: random Weight: about 43g Size:16 length x 3.6 bottom diameter x 2.4 top diameter cm Package includes: 1 [...]
40.48 $ Add to cart -
Sale!

Plastic Squeeze Sauce Bottle Condiment Seasoning Box Tomato Sauce Olive Oil Salt Spice Jar Sauce Squeeze Bottle Kitchen Gadget
Plastic Squeeze Sauce Bottle Condiment Seasoning Box Tomato Sauce Olive Oil Salt Spice Jar Sauce Squeeze Bottle Kitchen Gadget Description: Name: Squeezing Sauce Bottle Material: PE PP Size: 18.4 × 5.8cm, 24.3 × 7cm Color: black, white Capacity: 250ml, 500ml Specifications: ★Sealed, high temperature resistance, waterproof, light weight. ★The bottle will not overflow, and the amount you squeeze is more even. Easy to use and easy to clean. ★Easy to pour, label and identify your favorite condiments, or any other liquids including craft paints and cleaning solutions. ★Visualize the capacity, easily distinguish the [...]
40.75 $ Add to cart
